摘要:
采用模块化秤台,全钢材质,无盖板整体式设计,面板厚度可达18mm,钢性强、自重足,保障称量的准确性和稳定性,也延长了整秤的使用寿命。
工艺及设备
工艺要求决定产品的强度、做工,装备配备支撑工艺要求和决定工艺水平。
中衡集团的工艺标准:
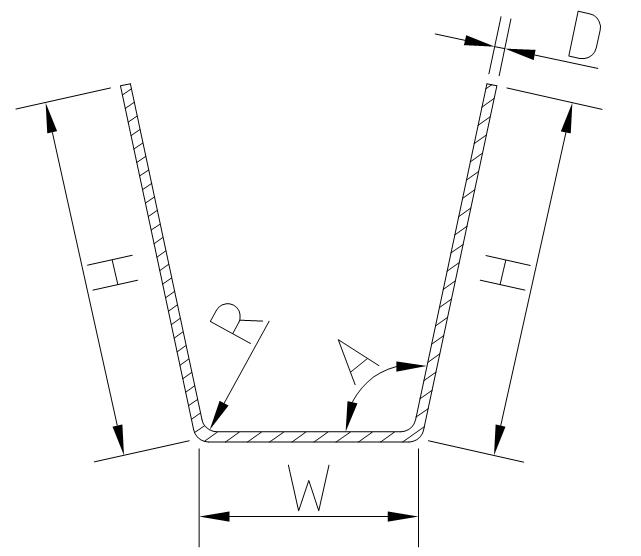

1、 材料选用Q235B。
2、 D是U型钢的厚度。
3、 A借鉴桥梁的技术。
4、 R=2D,变大降低强度,变小将产生死角。
5、 W变大提高秤的抗弯性能。
6、 H变大,增强秤的刚度。
D、A、R、W、H决定秤的强度、成本、工厂的技术能力和设备实力。
中衡集团的工艺标准:
1、材料尽可能选用中板,尽可能不用卷板。
2、纵向不拼接,横向拼接时尽可能拼逢居中(只有2块板拼接而成)。
3、焊缝背面也采用连续焊,增加正面自动埋弧焊的成型强度和美观。
4、焊缝的背面加筋150×100×10mm @600,防止中缝撕裂或下陷。
5、多节秤台拼装结束后在整体弹线数控等离子修边,规范美观。
中衡集团的工艺标准:

1、三个预拱平台,确保拼装和焊接都在平台上完成,预拱量30mm。
2、U型钢、端面板、面板在焊接前的缝隙需小于1mm以控制变形。
3、U型钢必须通常整根,不得有接头。
4、所有焊缝采用连续焊,不得断焊,确保长期可靠。
5、所有焊缝采用平焊,不得使用立焊以保证焊接强度和成型。

1、32米长的装配平台:平台的自身水平度<1°,标高误差<3mm。
2、每两节秤之间的缝隙为5mm,防止热膨胀突起。
3、所有秤的四角不得有上翘或下沉,误差小于5mm。
4、搭接板的焊接采用剖口四周全部双层焊。
5、搭接板的背面增加立筋,确保高强度搭接。
中衡集团的工艺标准:


1、 自备75吨砝码和50吨替代物,能严格和超标准执行标定。
2、严格测试弯度(刚度)。
中衡集团的工艺标准


1、 面板和U型钢材料进厂时不得有锈迹。
2、 焊接前喷洒防焊渣剂。
3、 表面必须严格打磨或喷砂,棱角倒钝。
4、 用防蚀剂清洗以清楚油污和增加附着力。
5、 底漆:防锈环氧富锌。
6、 面漆:防腐丙烯酸聚氨酯,中灰7036。
采用模块化秤台,全钢材质,无盖板整体式设计,面板厚度可达18mm,刚性强、自重充足,保障称量的准确性和稳定性,也延长了整秤的使用寿命。
秤台设计参考飞机机翼及金门大桥蜂窝结构原理,采用计算机辅助设计,具有强度高、钢性好、结构简洁、造型紧凑等特点,秤台安全过载能达到130%以上。
把您想说的话告诉我们,我们将竭尽全力为您服务!

Tel:+86 020-39207542 39207543 39207544
Fax:+86 020-39207545
The national hotline: 400-880-2378
E-mail:sulongbin@163.com
Web:www.sinoscale.com.cn
查看更多 +Tel:+86 020-39207542 39207543 39207544
The national hotline: 400-880-2378